


螺旋風管焊接前的準備工作:
1、根據螺旋風管板厚的形狀,可采用機械加工、等離子(zǐ)孤切、碳弧氣刨等方法對下料坡口進行加工。
2、同時為避免飛濺金屬造成傷(shāng)害,所以在采用手工焊接、開槽、手(shǒu)工焊接的(de)過程中,應該在坡口兩側(cè)塗(tú)上石(shí)灰粉。
3、如果是斜(xié)口型式其宜采用V型坡口,需采用較小的焊接電流,可防止不鏽鋼產(chǎn)生(shēng)晶間腐蝕。為了使(shǐ)接頭具有同樣的性(xìng)能,它應該按照“等成分”的原則對焊料進行焊接。






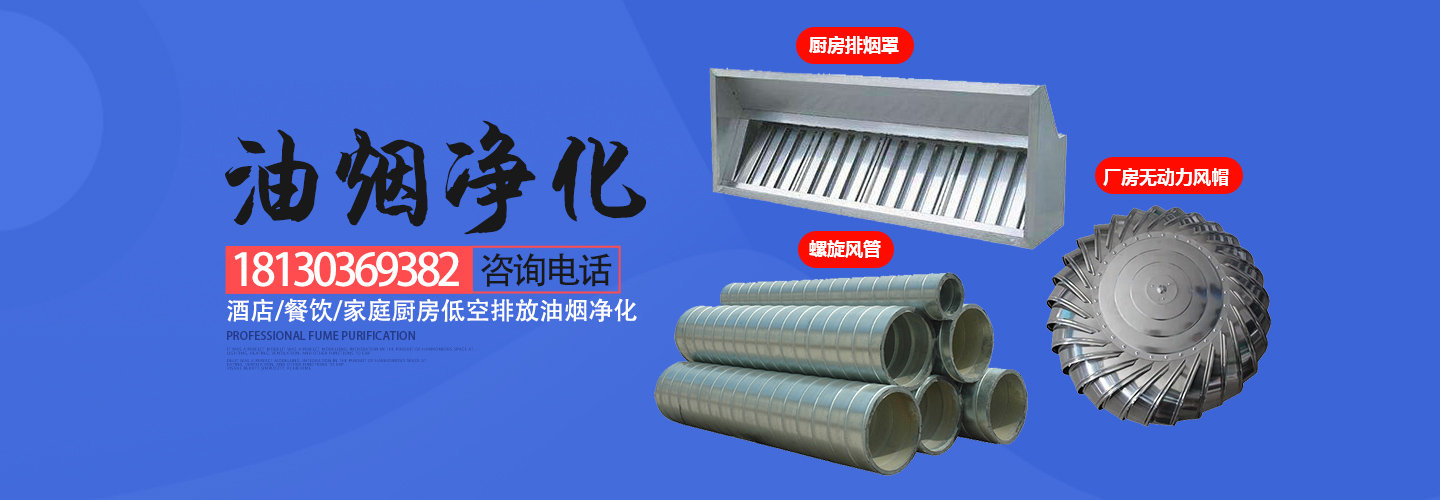
螺旋風管的優勢:
(1)螺旋風管的安裝減少了管與管之間的連(lián)接點,使管件結合(hé)部的泄漏減少到低程度(dù),典型的螺旋風管長度是3~6m,而典型的矩形風管的長度隻有1~1.5m;且連接(jiē)兩個螺(luó)旋風管隻需一個管接件,而傳統的(de)矩形風管的連接則常常需要一(yī)個完全獨立的雙法蘭係統。
(2)標準(zhǔn)化產品。
螺旋圓風管的配(pèi)件(管件和接頭)的生產已高度自動化、係統化,並具有工業化(huà)的質量(liàng)控製。
(3)安裝費用低。


1操控出風、回風間隔,防止空氣對流(liú)時自激表象和小循環(huán)空間。
2、螺旋風管風機葉輪體係動平衡校調合理正(zhèng)常正負不大於5絲的高低。
3、軟接頭設備標(biāo)準,防止軟接帆布鬆垮發生(shēng)風阻而形成風(fēng)噪(zào)。
4、懸掛選(xuǎn)用趁便繃簧(huáng)避震專職的連接器,減輕作業時因扭力發生的跳動或共頻。
5、螺旋風(fēng)管風道轉角盡量削減
通風(fēng)管道的安裝準備工作:
1、通風管道在(zài)運輸至施工(gōng)現場之後,先要對管(guǎn)道的表麵(miàn)進(jìn)行清理,確保沒有雜質或(huò)油汙存在;然後按照(zhào)圖紙標注對現場預留孔洞的位置、尺寸一一核對,並清掃周(zhōu)圍的垃圾,搬移施工過程中可能阻礙施工的物體。
2、仔細各節通風管道的平整度和水平度(dù),對出現變形和扭曲的管道及時修複或更換。風管口表麵(miàn)應保持平整,偏差不能大於2毫米,矩形風口對角線之差不超過3毫米。
3、各吊、支、托架應保持(chí)在(zài)一個水平高度(dù),並安裝(zhuāng)牢(láo)固,抱(bào)箍的圓弧應均勻。


您好,歡迎蒞臨蕪湖蜜桃视频com.www(sēn),歡迎谘詢...
 觸屏版二維碼 |





